In the previous article, I gave you a brief overview of the development of creep-resistant steels up to 2.25%Cr content. In this article, we delve into the world of 9% and 12%Cr steels. You might be wondering, what about 5%Cr steels? Interestingly, those are primarily used in the oil industry, with less significance in power plant applications. So, let’s dive into the sturdy workhorses of modern thermal power plants: the creep-resistant, heat-strengthened 9% and 12%Cr steels!
9%Cr steels – up to 620°C
Creep-resistant steels up to 2.25% Cr have either a ferrite-perlite (like T1 or T11) or a bainitic (like T22, T23, and T24) microstructure, while the 9 and 12% Cr steels show a martensitic microstructure. These martensitic steels are used for critical parts, such as main steam and hot-reheat lines, superheaters, and outlet headers. Their unique chemical composition and metallurgical properties make them stand out, including good corrosion and oxidation resistance, higher tensile and creep strength, and a lower thermal expansion coefficient. Notably, they also boast higher thermal conductivity than austenitic stainless steel, further enhancing their value in power plants.
One of the key advantages of martensitic steels is their increased creep strength. This property allows power plants to operate at higher steam parameters, potentially reducing the wall thickness and facilitating faster temperature changes. Such flexibility is particularly beneficial for power plants dealing with daily load fluctuations. This operational adaptability can significantly reduce CO2 emissions, making these steels attractive. And the best part? They are cost-effective.
It’s too good to be true. Where is the catch?
The catch is weldability. Seeing the developing steps of these martensitic steels gives an idea about weldability issues.
1st generation 9%Cr creep-resistant steels
The first development of 9%Cr martensitic steel was reported in 1936 by Babcock & Wilcox in the USA. The idea was to develop a material to fill the gap between 5%Cr ferritic steel and 18%Cr-8%Ni austenitic steel in the refinery. In this research program, the effects of molybdenum (Mo), vanadium (V), and tungsten (W) were added to the 0.15%C-9%Cr base material. Long-term tests verified the beneficial impact of Mo. The new alloy 0.15%C-9%Cr-1.5%Mo – a.k.a. T9 reached the goal: a material with corrosion resistance and creep strength between the 5%Cr ferritic steel and 18%Cr-8%Ni austenitic steel.
This material has been extensively used in several high-temperature application.
The next step in the 9%Cr evolution was the EM12 material from Belgium. Development of this material started in 1955, using a 9%Cr-1%Mo alloying system. The Mo content was increased, and V and Nb (niobium) were micro-alloyed. The 0.1%C-9%Cr-2%Mo+VNb alloy had a duplex microstructure of δ-ferrite and martensite.
2nd generation 9%Cr creep-resistant steels
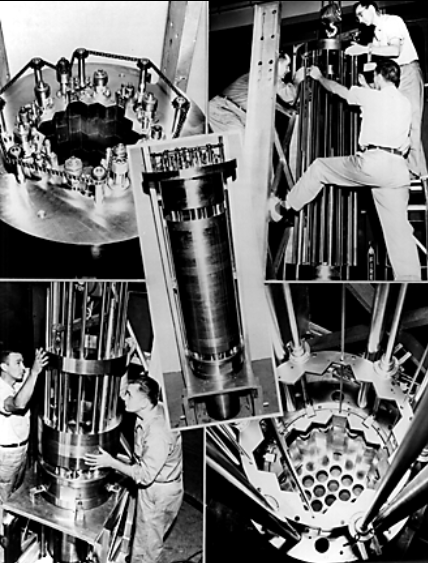
In the aftermath of the Oil Crisis in the 1980s, the US government focused on energy independence. In this new initiative, nuclear energy became a significant share. Research studies began to develop new nuclear reactors. One design was the LMFBR (Liquid-metal fast breeder reactor) – Figure 1. Due to their excellent resistance to corrosion in liquid sodium and low radiation activity, existing 9%Cr type materials were selected for further improvement. Sumitomo, with Mitsubishi in Japan and Oak Ridge National Laboratory (ORNL) in the USA, developed a new material with lower carbon (C) content on a 9%Cr-2%Mo base alloying system – called HCM9M.
Further research studies were carried out on alloy EM12. These studies revealed a substantial improvement in creep strength when combining balanced V and Nb content with alloying N (nitrogen). This development led to a new material now known as Grade 91. The LMFBR project was shut down in 1984. A German company – the former Mannesmannröhre-Werke AG – acquired this material’s research documents and patents.
Application of 2nd generation 9%Cr creep-resistant steels
After receiving approval from ASME in 1984, this new steel was utilized in power plants worldwide. The first Grade 91-based USC power plant was commissioned in Japan shortly after (310bar
/566°C). This was the Kawagoe power station, close to Nagoya. Roughly ten years later, the first appearance of this novel material was in Denmark, the power stations in Skærbæk (Figure 2) and Nordjylland were equipped with Grade 91 headers for 280bar/580°C steam parameters.

Under the European project, COST 501, between 1981 and 1995, several materials were developed, one of which was for piping. This new material is known as T911. It is based on Grade 91, with an additional 1%W alloying. The new material has reduced Ni (nickel) content to avoid delta-ferrite formation.
Developments based on Grade 91
In the mid-1990s, Nippon Steel in Japan searched for a material with higher creep strength than Grade 91. It was discovered that by optimizing the molybdenum and tungsten content with boron (B) addition, the creep strength could be increased significantly. Therefore, using the Grade 91 basis, a new composition was created with 0.10% carbon, 9% chromium, 1.8% tungsten, 0.5% molybdenum, 0.2% vanadium, 0.06% niobium, 0.05% nitrogen, and 0.003% boron. This alloy was introduced as NF616. The material was included in 1994 in the ASME Code under the name: Grade 92. Its first application was in Denmark, the Avedøre 2 power plant (290 bar/580°C), with 400MW was commissioned in 2001.
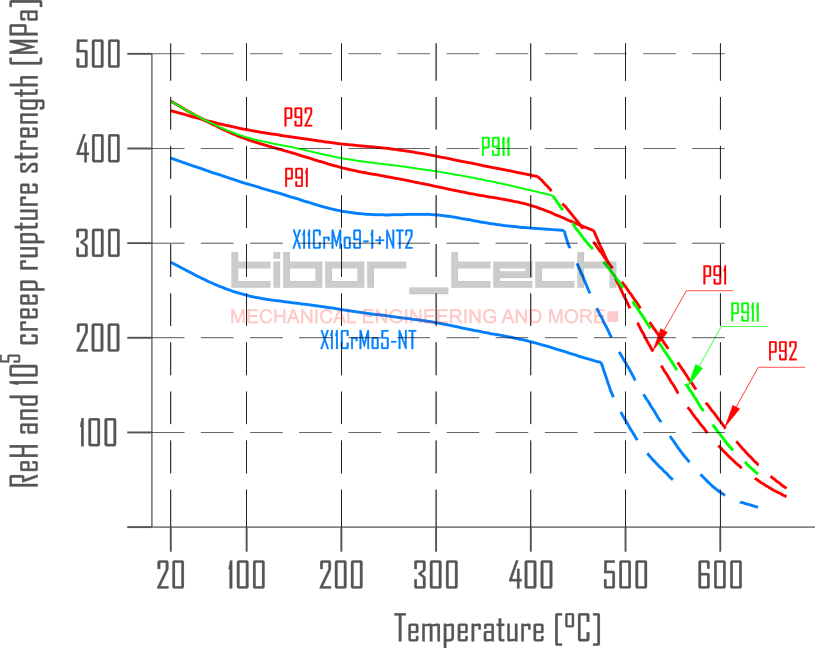
Figure 3 shows the creep strength of currently approved (ASME and EN 10216-2) 9%Cr materials.
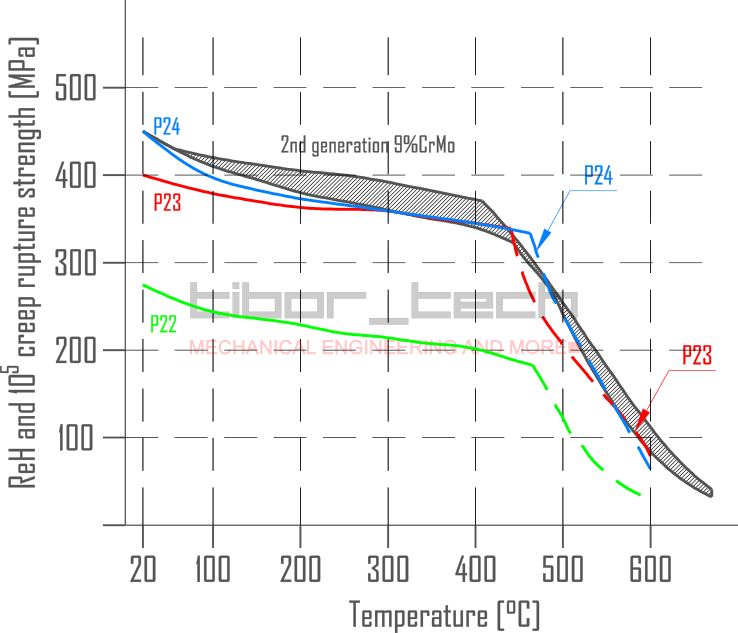
Novel 3rd generation 2.25%Cr-Mo steels close the gap between the 9%Cr steels and the first generation 2.25%Cr steels, as Figure 4 shows.
12%Cr steels – up to 650°C
Besides the excellent creep properties of the 9% martensitic steels, they’re suffering from steam oxidation above 600°C operating temperature. To avoid this phenomenon, the Cr content shall be increased, and alloys with 11-12%Cr content have the necessary protection against steam oxidation up to 650°C.
The old, 0.25%C-12%Cr – AISI 410 – steel has been used for over 100 years. The first high-temperature research with this material was initiated in the mid-1920s, driven by petrochemical applications. This material was also selected for steam turbine blades.
In the 1950s, a research program started in West Germany to develop a material that could bridge low-alloyed steels and 18%Cr-8%Ni austenitic steel. The martensitic steel with 12%Cr was a promising basis for further development. Mo, V, and W additions led to the X20CrMoV12-1 (X20/HT91) alloy. This new alloy showed high creep strength; on the other hand, its weldability was challenging due to the high (~0.20%) C content.
After developing a suitable – but still challenging – weld procedure, the material was introduced in 1963. Regardless of its difficult weldability, X20CrMoV12-1 has found wide application in power
plants in Western Europe, with the maximum steam parameters of 250bar / 560°C.
Alloying with W increased the creep strength. The X20CrMoWV12-1 (HT9) and X20CrMoV12-1 were only used in Europe.
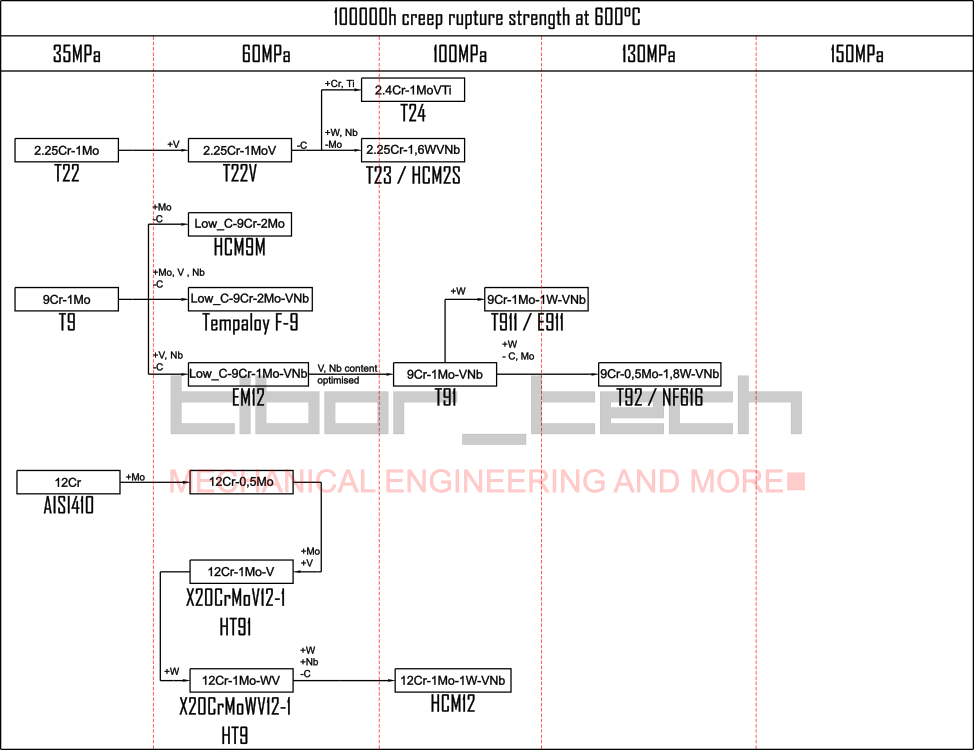
The next step in evolution was the development of HCM12 material in Japan. This material also has 1%W and a duplex microstructure: tempered martensite and δ-ferrite, improving the weldability. V and N microalloying enhanced the creep strength. Figure 5 shows the development of the creep-resistant steels up to 115MPa creep rupture strength at 600°C and 100000h.
In the next part, we’ll further increase the creep strength and develop new alloying concepts. Stay tuned!